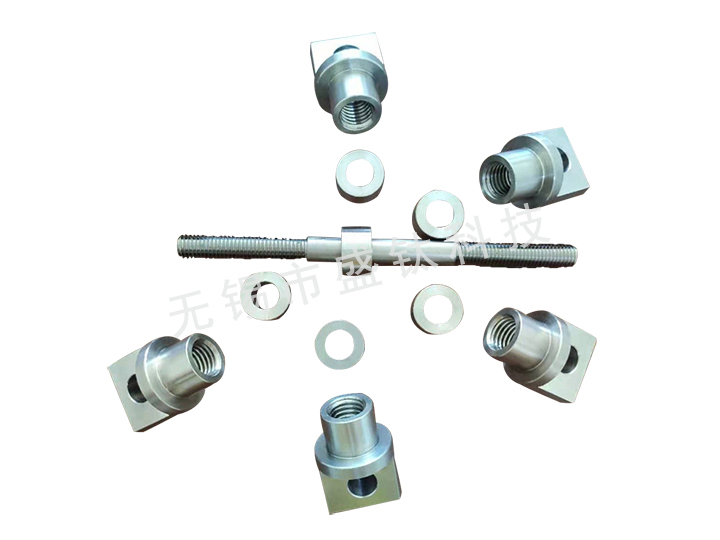
鈦加工件
鈦加工件的加工工藝技巧:
1���、刀具材料的選擇����。應(yīng)盡可能采用硬質(zhì)合金刀具�����,并應(yīng)選用與鈦合金親和力較小的YG類硬質(zhì)合金�����。如為斷續(xù)切削或有沖擊時(shí)����,也可采用鋼刀具,或采用細(xì)顆粒的硬質(zhì)合金����。
2、合理選擇刀具幾何參數(shù)���。刀具的磨損���,刀鈍會(huì)使零件主切削抗力增加�����,造成墊片變形�����,刀具切削刃太鋒利雖然有利于切削,但刀具強(qiáng)度較低����,刀具易于磨損,反而使切削力增加�����,同樣使零件變形��,通過反復(fù)加工實(shí)踐��,在精加工時(shí)��,前角取γ0=15°~20°,后角取α0=8°~12°���。
3��、切削用量的選擇����。選用較低的切削速度及較大的進(jìn)給量和切削深度����。用硬質(zhì)合金車刀車削時(shí),可取s=0.1~0.3mm/r��;粗加工時(shí)切削深度要大于氧化皮的深度���。


 相關(guān)產(chǎn)品
相關(guān)產(chǎn)品 Related Products
Related Products